|
Cayman S 987.2 |

Lorsque j'ai acheté d'occase mon échappement à valve PSE, les canules fournies avec étaient abîmées. Vu les marques, l'ancien proprio a dû de payer un trottoir en marche-arrière. Gros méplat sur le bas, et canules de biais l'une par rapport à l'autre.
Je me devais de refaire au propre cette double sortie d'échappement en vue de la revente de mon ancien échappement.
Pour rappel, toutes les photos sont agrandissables, pour mieux visualiser certains détails.... |
||
En introduction : |
||
Dépose des anciennes canules à la fraise sur perceuse sans fil : => |
 |
|
Une fois les canules déposées, j'ai pu prendre les cotations des tubes de sortie et essayé de trouver sur Amazon un modèle approchant. Mais impossible de trouver un modèle avec le même angle de biseau de sortie. J'ai donc retenu le type de canule suivant, 100% inox pour pouvoir le souder au TIG sur les sorties (sorties chromées à proscrire). |
||
 |
||
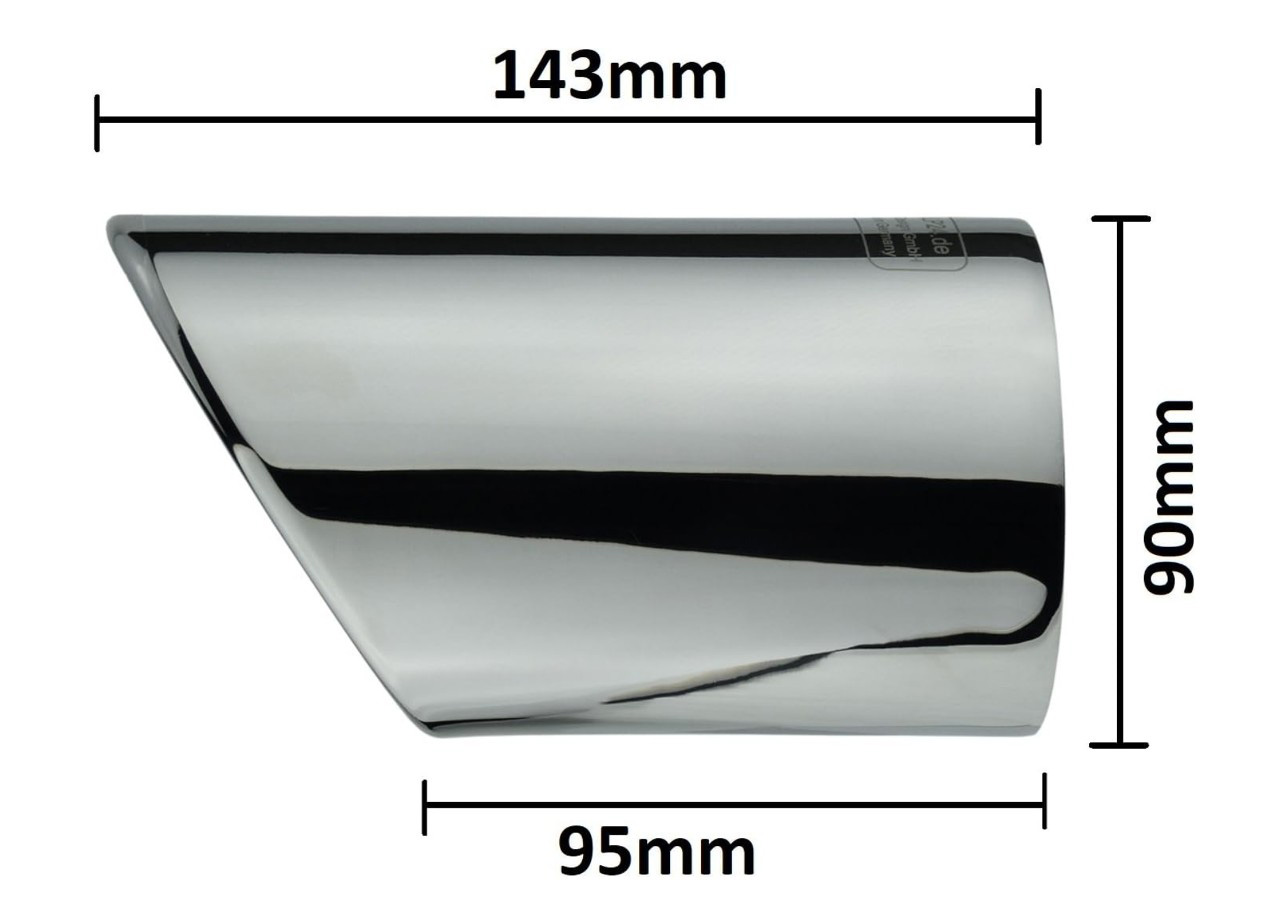 |
<= Ce modèle a pratiquement le même diamètre extérieur qu'une canule d'origine, il recouvre bien les tubulures d'origine. Son ourlet est bien prononcé. Mais il n'a pas la même longueur, ni la même pente de sortie... |
|
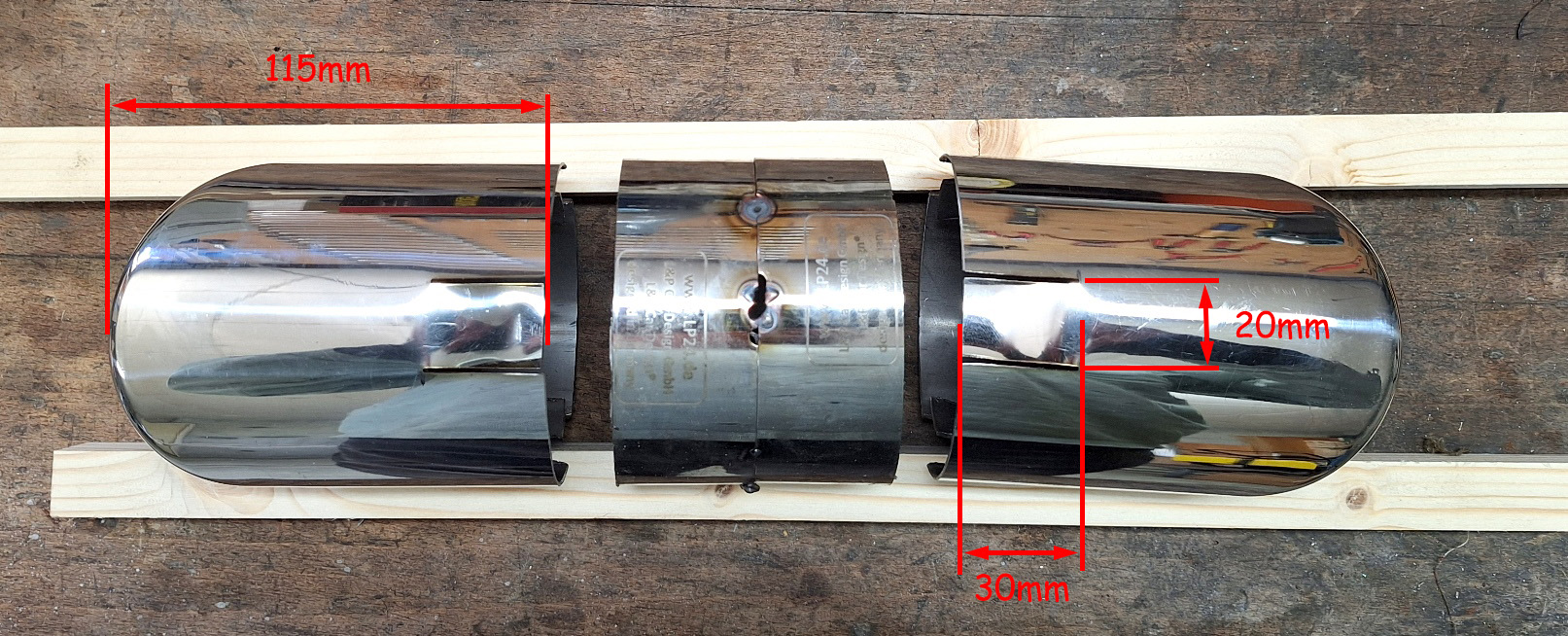
Recoupe des canules à 115mm, et on taille à la petite disqueuse + disque fin 3 languettes de largeur 20mm, longueur 30mm. Et on ébarbe le tout au disque à poncer + toile émeri à la main. Au centre, sur les deux chutes restantes, on voit mes tests de réglage du poste TIG. Mode 2T pour pouvoir souder par de courtes impulsions, ampérage 55 à 60A. |
||
 |
||
Vue des languette, elles sont tiercées et rabattues sur l'intérieur. Les canules ne seront maintenues soudées que par ces trois languettes.
=> |
 |
|
 |
<= Après mesure du biseau des nouvelles canules, je retaille les doubles sorties en fonction. Je serai, après un premier tulipage de ces sorties, obligé de retailler encore leur biseau. |
|
A l'aide d'une bonne multiprise, je refait le tulipage des sorties en faisant plusieurs fois le tour. Vidéo Youtube... => |
 |
|
 |
<= ...Vue des nouvelles tulipes de sortie après plusieurs passes. Ce type d'inox bas de gamme est relativement ductile, facile à remodeler. |
|
... Petite mesure de vérification avant de continuer les travaux, histoire d'avoir les mêmes longueurs finales. => |
 |
|
 |
<= Pour insérer la canule, on la présente à l’envers, c'est un moyen de conserver l'élasticité des languettes. |
|
Et premiers test. C'est pas bon, trop de jour sur le haut, il faut vraiment que le tulipage rentre à fond dans l'ourlet de la canule. => |
 |
|
 |
<= Et on reprend le biseau... |
|
...on fignole au disque à lamelles, et on refait le tulipage de la zone. => |
 |
|
 |
<= Contrôle à la planchette de la planéité de mes deux sorties, je suis nickel-chrome, et leur tulipage est bien prononcé. |
|
| Ajustement parfait. Pour rappel, contrairement au montage d'origine où le haut de la canule est soudé sur la sortie, ces nouvelles canules ne seront soudées que sur l'arrière via leurs trois languettes. Il faut donc un ajustement précis de ce montage, sans jour entre la canule et le tube. => |
 |
|
 |
<= Pointage des canules sur le haut : -Mise en pression de la canule sur le tube de sortie. -2 points et on vérifie à nouveau que les canules sont bien dans le même plan avec une planchette. |
|
Soudures définitives sur le bas au TIG + baguette d'apport en inox. => |
 |
|
 |
<= Et on finit de souder le haut. |
|
Travail parfait, prêt à être vendu avec mes anciens pots. => |
 |
|